
对于吹塑薄膜雾度而言,雾度是检测其光学性能品质的重要指标之一。但吹塑薄膜雾度在生产的过程中,由于生产工艺及原材料等因素的影响,会导致同一批次吹塑薄膜的雾度存在差异。本文对吹塑薄膜雾度影响因素及测试方法做了介绍,对此感兴趣的朋友可以了解一下!

影响吹塑薄膜雾度的因素:
薄膜吹塑过程为:LDPE树脂熔融塑化-拉伸-吹胀-冷却。影响LDPE薄膜综合性能因素很多,其决定因素在于LDPE的物化指标和内在结构:MFR、密度、分子量及其分布、长支链短支链、结晶度等;同时也与LDPE薄膜的吹塑工艺有很大关系,如熔体温度、牵伸比、吹胀比、冷却线高度等。
在薄膜的吹塑成型过程中,这些因素也会互相影响和制约。例如,吹塑工艺的调整会影响到分子链及支链的取向和结晶从而影响薄膜的性能。而LDPE的MTR、密度及分子量等性能指标和结构参数的变化也会影响薄膜成型工艺的选择、调整,通过工艺的调整才能生产出品质优良的薄膜,两方面缺一不可。对于结构与性能一定的LDPE,影响薄膜雾度的因素主要为吹塑工艺。
吹胀比相同时,提高加工温度,LD100-PC薄膜的雾度降低,透明性变好,提高加工温度,LD100-PC薄膜的雾度降低,透明性变好。这主要是由于在吹膜生产过程中,提高加工温度使LDPE分子链产生松弛,取向减弱,同时影响了薄膜结晶过程中表面的不规则程度,结晶度降低,从而使薄膜的透光度提高,但是加工温度太高会使LDPE熔体的强度降低,导致膜泡不稳定,使薄膜表面不平,雾度增加。加工温度为170℃时,LD100-PC薄膜的雾度随着吹胀比增加而迅速降低,其他两个加工温度下薄膜的雾度随着吹胀比的增加基本没有变化,当吹胀比超过2.5后,3个加工温度下的薄膜雾度已相差不大。吹胀比与机头的狭缝宽度决定了薄膜的厚度和横向拉伸,横向拉伸会使LDPE分子产生一定程度的取向,吹胀比增大,薄膜的横向强度提高,但是吹胀比也不能过大,否则容易造成膜泡不稳定,且薄膜容易出现皱折。
吹塑薄膜雾度测试方法:
塑料包装材料雾度和透光率的测试仪器使用积分球式雾度计或积分式光度计。雾度仪可用于测量固体样品,如农用包装、汽车航天、建筑装潢、感光胶片、投影银幕等相关的透明、半透明介质,这些样品在生活中起着不可替代的作用。雾度仪测定原理如下:
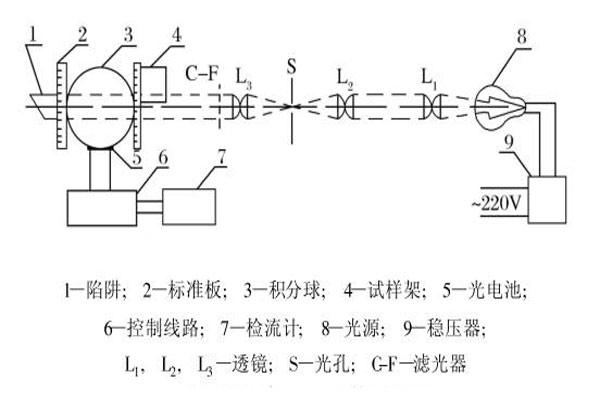
从光源1发出的光,经过聚光透镜2、3、狭缝4,经过透镜5变成平行光,平行光通过滤光器后射到试样上,射到试样上的光有一部分在表面进行反射,另外一部分平行透过试样和扩散透过试样,然后进入积分球。设平行透过的光通量为φ2,用设置在积分球出口处的标准板8求出;扩散透过的光通量φ4用光镜仪测定。测试仪器自身的散乱光通量φ3,在未插入试样以前,在光镜仪求出;入射光通量φ1可在未插入试样时,用积分球出口处的标准板求出,一般调整到φ1=100。φ1、φ2、φ3、φ4通过光电池测出,其输出经过放大以后,通过仪表显示出来。其值就可用来计算透光率和雾度。
透光率=φ2/φ1×100%;
扩散透光率=(φ4-φ3φ2)/φ1×100%
雾度=扩散透光率/透光率×100%
使用上述的雾度仪就可以快速准确的评定包装膜试样的光学性能,从而管控包装膜的加工品质。
